La centratura dei solchi rispetto al perno del giradischi con cui il disco viene riprodotto deve, naturalmente, corrispondere precisamente a quella con cui è stata incisa la lacca master. Si veda la seguente figura:
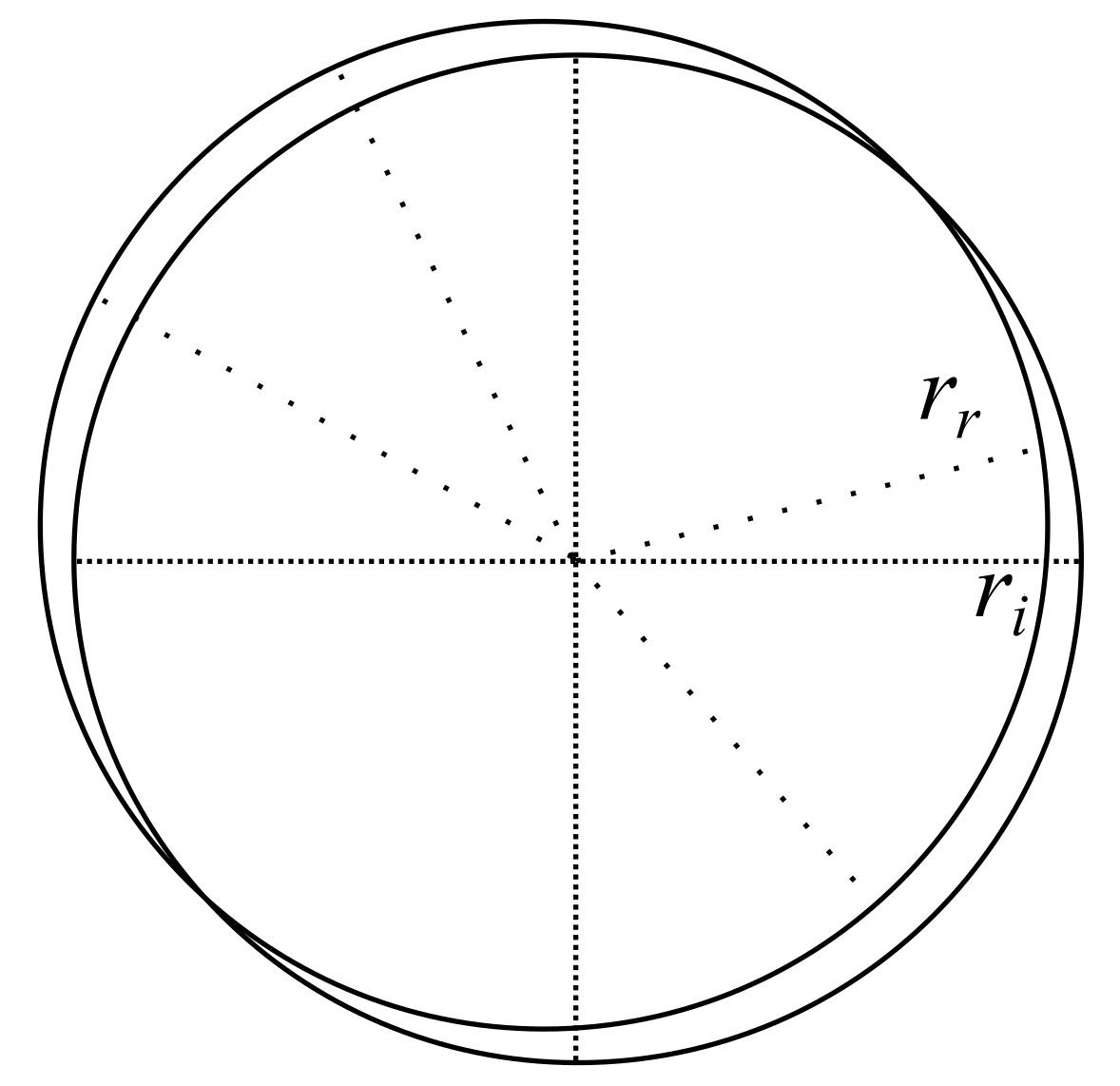
Il raggio di incisione è ri. In una situazione ideale, raggio di riproduzione e raggio di incisione coincidono perfettamente. Se invece non coincidono:
- lo stilo di riproduzione è comunque costretto in una traiettoria circolare, perché segue il solco;
- il centro di rotazione del solco, a causa di alcuni possibili problemi che analizzeremo qui sotto, può spostarsi ciclicamente dal centro rispetto al quale il solco era stato inciso;
- questo causa una fluttuazione ciclica del raggio di riproduzione rr e conseguentemente della velocità periferica Vp;
- poiché le vibrazioni dello stilo di incisione erano state scritte su una traiettoria circolare con una Vp relativa a ri, e la velocità del giradischi di riproduzione è costante e coincide con quella dell‘incisione, anche la frequenza delle vibrazioni dello stilo di riproduzione risulta ciclicamente alterata, perché non viene riprodotta alla stessa esatta velocità periferica con la quale era stata registrata.
Specialmente sulle medie frequenze, ciò può produrre una modulazione del suono facilmente percettibile dall‘orecchio umano ed estremamente fastidiosa. Naturalmente, tutto dipende dall‘entità dell‘eccentricità.
Facciamo un esempio numerico, supponendo che, per qualsiasi motivo, ri ed rr abbiano uno scostamento massimo di 1mm. Prendendo un punto a caso, supponiamo che il raggio di incisione r sia di 7cm. Questo farà sì che il raggio di riproduzione rr oscilli tra un massimo di 7.05 e un minimo di 6.95cm
Per vedere l‘impatto dell‘eccentricità sulla riproduzione delle frequenze incise, possiamo scomporre il moto dello stilo di riproduzione in due moti semicircolari uniformi, sapendo che lo stilo di riproduzione farà il percorso con il raggio minimo di riproduzione su mezzo giro di disco, e quello con il raggio massimo sull‘altro mezzo giro, coincidendo con il raggio di incisione esattamente a metà del giro completo.
Ricordando che la velocità periferica è:

e che la velocità angolare è:

sostituendo otteniamo:
Il periodo T non è influenzato dal raggio ed è quindi comune ad entrambe le velocità periferiche di riproduzione; nel caso di una riproduzione a 33.33rpm è:
Possiamo quindi calcolare le velocità periferiche di riproduzione minima e massima:


ricordando che il solco era stato scritto su un raggio di incisioni pari a 7 cm, calcoliamo anche:

Si può quindi concludere che un‘eccentricità di 1mm intorno ad un raggio di incisione di 7cm genera una differenza del ±7.3‰ nella velocità periferica in riproduzione. Il che significa che, se ad esempio il solco contenesse una singola forma d‘onda sinusoidale da 1kHz, lungo l‘intero giro del disco, anziché la frequenza fissa da 1000Hz, si ascolterebbe un leggero sweep che passa ciclicamente da 996Hz a 1004Hz.
Per avere un termine musicale di paragone, dobbiamo considerare che lo spostamento di un semitono vale il 5,9% circa della frequenza di una determinata nota, dunque un‘eccentricità di 1mm in riproduzione a 33.33rpm equivale a poco più di 1/10 di un semitono.
I meccanismi normalmente previsti per creare e mantenere la centratura dei solchi prima e durante il pressaggio dei dischi sono:
- la centratura al microscopio degli stampi, prima della loro preformatura per adattarli alla forma dei blocchetti e dei moulds della pressa;
- il fissaggio degli stampi sui moulds della pressa per mezzo di blocchetti conici, che stringono il centro dello stampo contro il centro (conico) del mould della pressa. Al centro di questi blocchetti scorrono due spine del diametro di 7.4mm che, durante la fase di pressaggio, spingono l‘una contro l‘altra facendo in modo che si formi il foro centrale del disco. In alcune presse, le spine sono fatte in modo da agire come una piccola trancia, entrambe con spigoli vivi, una spina piatta, e l‘altra con una parte scavata all‘interno. In altre presse, uno dei due blocchetti è cieco e il foro viene creato solo dalla spina piatta.

- sistemi di bloccaggio dei moulds, affinché, anche quando sottoposti al massimo della forza, questi rimangano immobili. In alcuni tipi di pressa si tratta di boccole scorrevoli che si inseriscono nel retro del mould per mezzo di una maniglia, in altri tipi ci sono invece 4 boccole fisse agli angoli del frame su cui il mould è montato;
- altrettanto importante è il giradischi di rifilatura su cui il disco, appena scaricato dalla pressa, viene posizionato. Il disco viene trattenuto dal vuoto finché due coltelli rifilano la parte di PVC in eccesso, cioè il PVC che è uscito dai 2 moulds in seguito al pressaggio del disco. Questo PVC può essere più o meno, in base al tipo di pressa. Nelle presse manuali, in cui il disco non deve essere scaricato automaticamente dai moulds, solitamente si fa in modo che il PVC in eccesso sia davvero poco, ma nelle presse automatiche esso ha una funzione specifica e quindi deve essere più consistente. Infatti, il braccio o le pinze che scaricano il disco dai moulds hanno un‘apposita superficie a cui il PVC deve ancorarsi in modo da rendere possibile il trasporto del disco. Solo pochi tipi di presse automatiche utilizzano il vuoto per scaricare il disco, ed in tal caso vale lo stesso discorso fatto per le presse manuali.
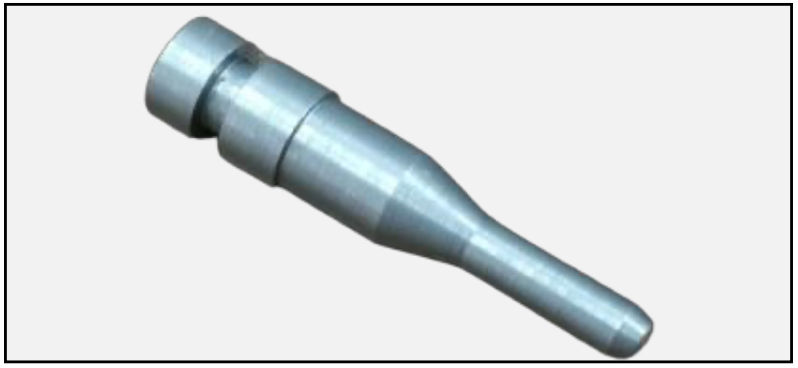
Affinché il foro del disco non venga rovinato durante il suo posizionamento nel giradischi di rifilatura, il perno di questo giradischi è volutamente sottile per i 3/4 della sua lunghezza, e diventa conico solo verso la fine. Questo per far sì che eventuali piccoli spostamenti del disco durante il suo posizionamento siano progressivamente guidati dalla parte conica.
E‘ anche importante che il foro centrale del disco non sia troppo caldo, in quanto la forza centrifuga impressa dalla rotazione del giradischi e un eccessivo attrito generato dalla rifilatura del PVC all‘esterno potrebbero scaricare la loro forza proprio al centro, se è il punto più cedevole, causando un‘inevitabile deformazione del foro.