The extruder is the part of the press that "gelifies" the PVC granule, transforming it into a malleable filament.
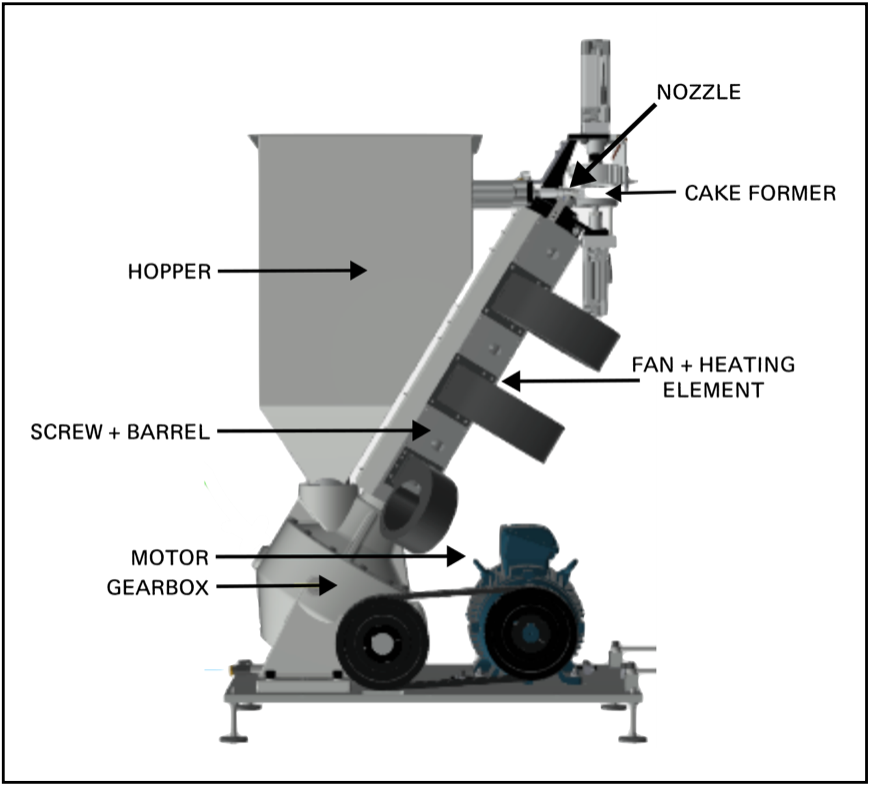
The PVC pellets are collected from the bottom of the hopper and conveyed from the bottom to the top by a strictly chrome-plated screw, approximately 1 mt. long, which is connected to the gearbox at its lower part. In order to transport the PVC upwards, the screw is inserted into a cylinder, the barrel.
By heating and compacting, the pellets become malleable, they aggregate and then compact until they become a filament, which — at the tip of the screw — can only exit through a single opening (nozzle), with a diameter of approximately 15mm.
The force for the rotation of the gearbox, and thus the screw, is provided by a three-phase motor of approximately 7kW.
As the PVC must gradually soften as it moves from the bottom to the top of the screw, 3 or 4 heating elements are placed in contact with the barrel. The temperature regulation in the various zones is complemented by the presence of an equal number of fans and temperature controllers. These are activated based on the temperatures detected by thermocouples, appropriately positioned at various points of the barrel.
This way, it is possible to precisely regulate the temperature in the areas of interest; the fans are also useful for mitigating the additional heat generated by the friction of the already warm PVC against the screw and the barrel
The PVC filament, once it exits the nozzle, fills a cylindrical container that remains forcibly closed until it is completely filled. At that point, a small cylinder of PVC has formed, which will then become the disc, and it is placed in the press, at the centre of the moulds.
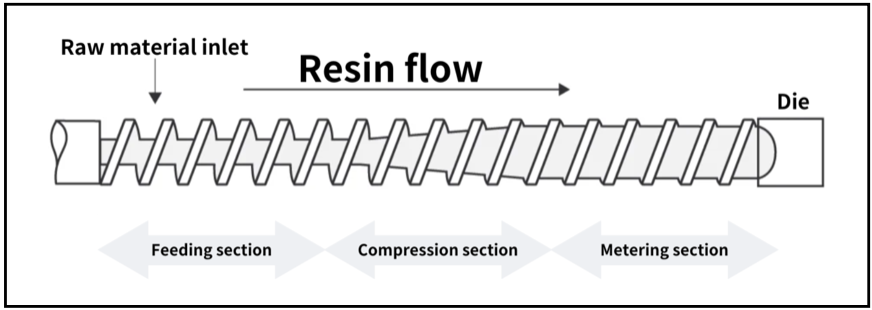
As can be observed, the external diameter of the screw does not change along its entire length, while the core intentionally has a variable diameter:
- at the bottom it is narrower, to allow for a greater collection of pellets;
- as one moves upwards, it widens to facilitate the compaction of the material and, thanks also to the increasing heat, its transformation into filament.
The difference between the external diameter of the screw and the internal diameter of the barrel must be minimal, to prevent some of the pellets directed upwards from falling back into the lower area in the collection and compression zones, causing overheating and slowing down the extrusion process.
The standard operating temperatures range from about 120°C in the collection area to around 140°C in the PVC discharge area. Generally, coloured compounds have slightly lower operating temperatures.
The compactness of PVC and the uniformity of temperature throughout its parts are rather important aspects for the quality of pressing. In fact, significant temperature differences present in the PVC disc (for example, edges that protrude from the container, exposed to air and therefore colder) must then be compensated for through pressing, and this is not always easy to achieve.
The extruder