The discs are made of polyvinyl chloride (PVC, [-CH2-CHCl-]n) where n indicates the number of repetitions of the basic monomer [-CH2-CHCl-]. There are several variants, which also differ in the repetition and composition of the monomers. The PVC intended for the manufacture of vinyl records has some peculiar characteristics:
- density ranging from 1.30 to 1.45 g/cm³
- a percentage of lubricating additives, to allow the material to flow smoothly within the grooves;
- a percentage of thermal stabilising additives, to contain the physical alteration of the extruded compound, when in contact with air.
Pressing, in addition to the press itself, requires:
- electricity;
- centralised system for the production and circulation of thermal carriers (pressurised steam for heating, pressurised water for cooling);
- hydraulic force (for the compression of PVC) generated by a hydraulic power unit;
- sufficient compressed air and vacuum (for automation purposes).
The first operation to be carried out is extrusion. The PVC granule is compacted and heated in a screw contained within a cylinder (barrel), from which it exits in the form of a filament.
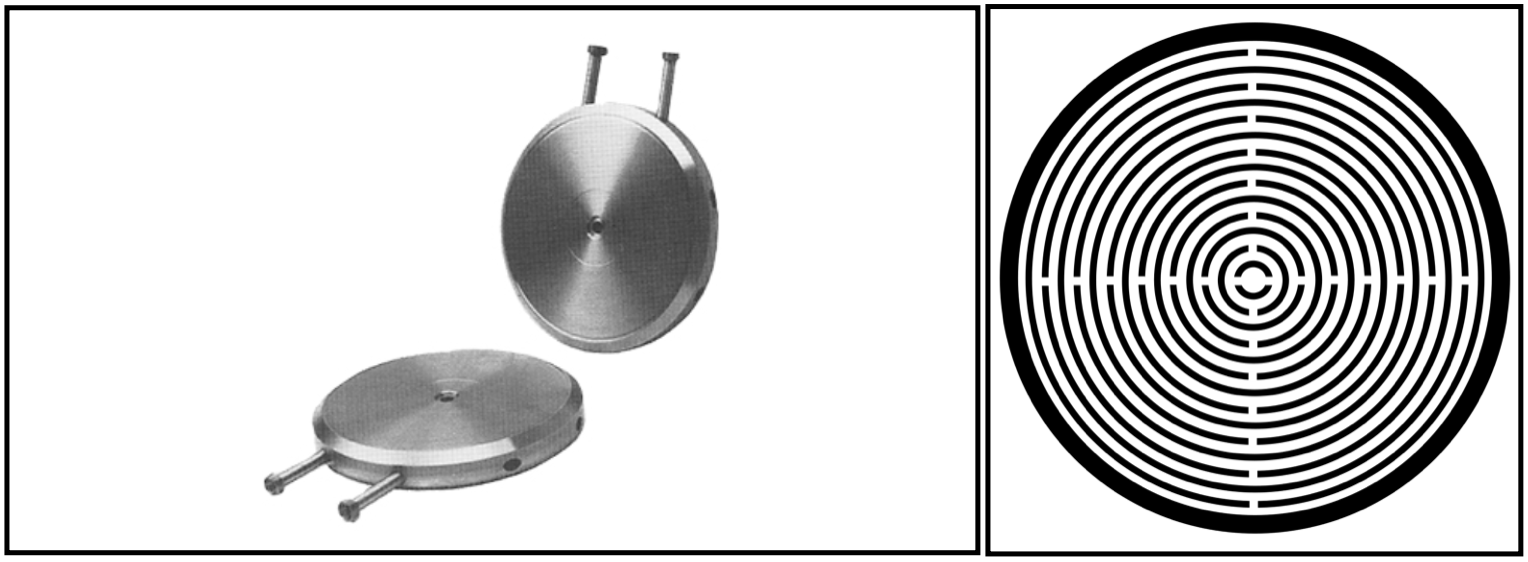
This filament is enclosed in a cylindrical container and continues to exit and compact inside it until the container is full. At that point, a disc of PVC, with a diameter of about 10cm, is formed and is transported to the centre of the two stampers with negative grooves, which were previously mounted on the press.
Inside these blocks, there is a sort of labyrinth of channels, through which the thermal vectors for heating and cooling the surface are circulated during the pressing cycle.
When pressing happens, there are two forces acting simultaneously to ensure that the exact, positive copy of the negative grooves of the stampers is imprinted onto the PVC:
- thermal energy: the temperature of the PVC is further increased, through thermal exchange by conduction, due to contact with the moulds of the press. The latter vary their temperature by convection, as a result of the flow of thermal vectors circulating within them. The temperature rises to about 180°C, giving the material maximum malleability;
- hydraulic force: the PVC disc is compressed with a force of about 100T, expanding its diameter from 10 to 30cm and thus becoming the classic vinyl record.
Since pressing is by compression, the force acts in a vertical direction, so the PVC disc expands its diameter outwards. For this reason, the process is carried out correctly when the development of hydraulic force is accompanied by the flow of thermal vectors in the same direction, that is, from the centre outwards.
The circulation of thermal and hydraulic vectors within a press is controlled by the opening and closing of valves. The following diagram summarises a typical cycle:
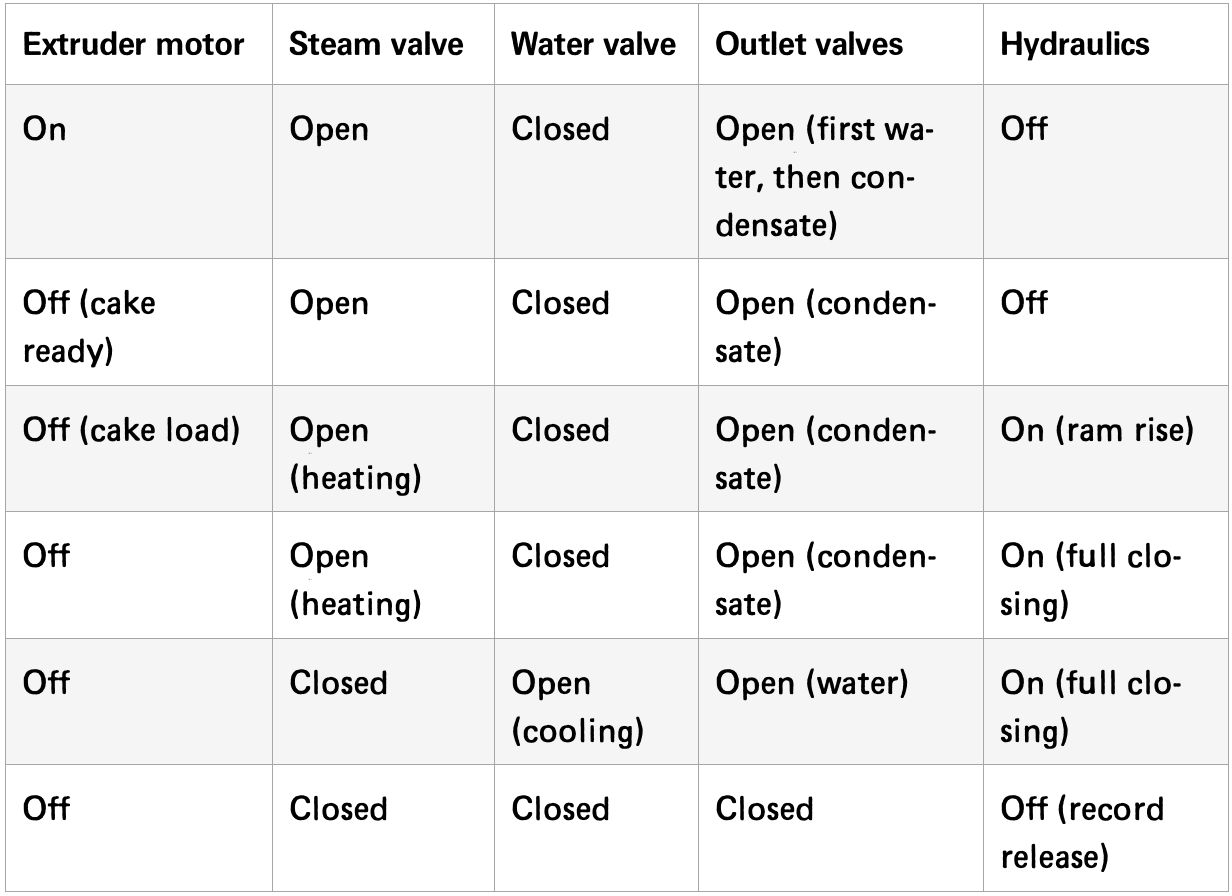
Record pressing: general overview